
Diagnostika teplot je poslední záchrana před těžkou havárií stroje.
V technické praxi je často nastolena otázka: Jak monitorovat stav ložisek? Pomocí měření teplot, nebo vibrací? Odpověď z našeho pohledu jednoznačná - pomocí monitorování vibrací.
Monitorování vibrací totiž přináší ranou informaci o poškození stroje. Většinou je dostatek času na opravu - dny až týdny. Systém monitorování vibrací nepřináší jen informaci o stavu poškození ložisek, ale je možné také zjistit závady typu neustavenost, nevývaha, uvolnění nebo stav opotřebení ozubení.
Domníváme se, že také monitorování provozních teplot má svůj význam. Na rozdíl od vibrací je zvýšení teploty posledním parametrem, který nás informuje o blízkém konci životnosti ložiska. Pokud dojde u ložiska ke zvýšení teploty, do úplné destrukce uložení zbývají minuty nebo hodiny. Zvýšení provozní teploty je také jednoznačné. Nízká teplota – vše v pořádku, vysoká teplota – blízká havárie. Pokud obsluha zjistí zvýšení teploty, pak je nezbytné ihned provést záchranné kroky – chladit, namazat apod…
V mnohých podnicích s vysokou mírou bezpečnosti a nepřetržitým provozem, jsou často instalovány oba systémy současně (monitorování vibrací + teplot). Protože hovoříme o monitorovacím systému, je vhodné, aby se naměřená data (monitorování teplot i vibrací) zobrazovaly ve stejném prostředí – ve vizualizačním softwaru.
Popišme si takový monitorovací systém rozvlákňovače. Stroj se skládá ze tří hlavních částí - motou, převodovky a vlastního rozvlákňovače. Je to vlastně trošku „přerostlý mixér“ o průměru čtyři metry, který mixuje balíky sběrového papíru s vodou a vyrábí z nich vstupní látku pro výrobu papíru v papírnách. Takový stroj je často unikátní a stěžejní. Při jeho poruše se zastaví výroba. Proto je kladen velký důraz na bezporuchový chod stroje.

Obr.1 Vertikální rozvlákňovač PAPCEL MCV, středněkonzistenční
Pro monitorování teplot používáme komponenty Wago. Měřící ústředna je umístěna v blízkosti rozvlákňovače. Celkem je monitorováno 6 teplot. Ložiska na motoru, vstup do převodovky, výstup z převodovky, dvě teploty na ložiscích rozvlákňovače. Odporová čidla teplot Pt1000 jsou spojena s měřící ústřednou Wago. Ta je řízena PLC, který umožňuje nastavení, zpracování i vyhodnocení dat. Reléové výstupy z měřící ústředny jsou zapojeny do řídicího systému papírny a informují obsluhu o překročení nastavených limitů. Měřící ústředna je pomocí Wifi spojena s vyhodnocovacím serverem, na kterém je nainstalován vizualizační SCADA software Promotic. V tomto prostředí máme vytvořenu aplikaci pro zobrazení/trendování naměřených dat.
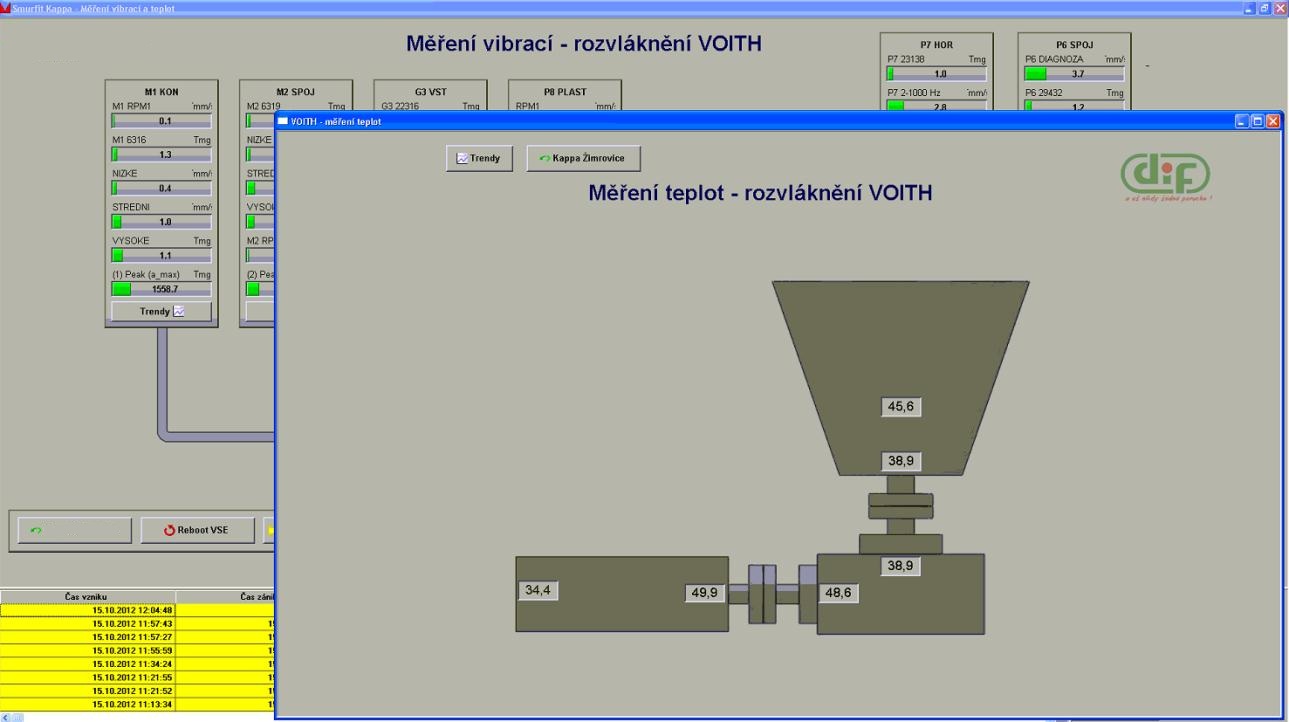
Obr.2 Vizualizace vibrací a teplot v software Promotic

Obr.3 Upevnění snímače teplot a vibrací
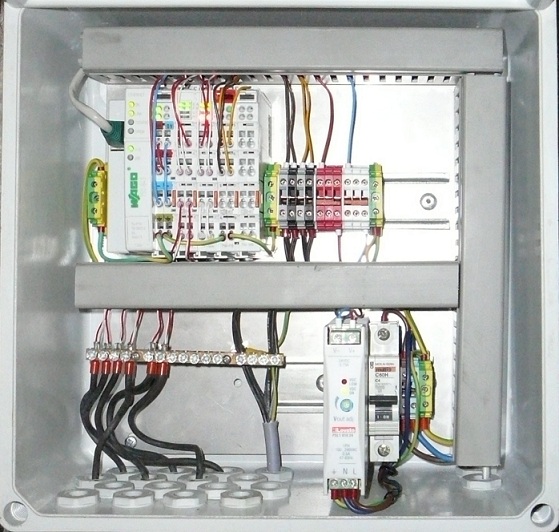
Obr.4 Monitorovací systém teplot





